वेल्डिंग इलेक्ट्रोड है a धातुरॉड जो पिघल जाती है और गैस वेल्डिंग या इलेक्ट्रिक वेल्डिंग के दौरान वेल्डिंग वर्क-पीस के जोड़ पर भर जाती है। इलेक्ट्रोड की सामग्री आमतौर पर वर्कपीस की सामग्री के समान होती है।
यहां हम समझते हैं कि वेल्डिंग इलेक्ट्रोड किस प्रकार से बना है:
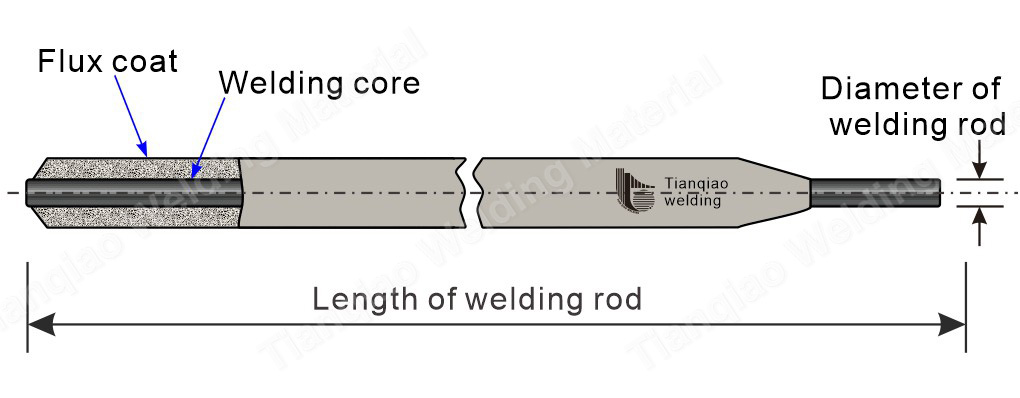
चित्र 1 तियानकियाओ वेल्डिंग इलेक्ट्रोड की संरचना
वेल्डिंग इलेक्ट्रोड एक पिघलने वाला इलेक्ट्रोड है जिसे वेल्डिंग रॉड के आर्क वेल्डिंग के लिए एक कोटिंग के साथ लेपित किया जाता है। यह एक कोटिंग और एक वेल्डिंग कोर से बना है।
वेल्डिंग रॉड में कोटिंग द्वारा कवर किए गए धातु कोर को कहा जाता है वेल्डिंग कोर. वेल्डिंग कोर आम तौर पर एक निश्चित लंबाई और व्यास के साथ एक स्टील का तार होता है।

चित्र 2 तियानकियाओ वेल्डिंग इलेक्ट्रोड का कोर
कोर के दो कार्य
1. विद्युत ऊर्जा को ऊष्मा में बदलने के लिए वेल्डिंग करंट का संचालन करें और चाप उत्पन्न करें।
2. वेल्डिंग कोर स्वयं एक भराव धातु के रूप में पिघलता है और वेल्ड बनाने के लिए तरल आधार धातु के साथ फ़्यूज़ होता है। इलेक्ट्रोड के साथ वेल्डिंग करते समय, कोर धातु पूरे वेल्ड धातु के एक हिस्से पर कब्जा कर लेती है। इसलिए, वेल्ड कोर की रासायनिक संरचना सीधे वेल्ड की गुणवत्ता को प्रभावित करती है। इसलिए, इलेक्ट्रोड के मूल के रूप में उपयोग किए जाने वाले स्टील के तार का अपना ब्रांड और संरचना अलग से निर्दिष्ट होती है।
इलेक्ट्रोड कोटिंगवेल्डिंग कोर की सतह पर लागू कोटिंग परत को संदर्भित करता है। कोटिंग को गैस और स्लैग बनाने के लिए वेल्डिंग प्रक्रिया में विघटित और पिघलाया जाता है, जो यांत्रिक सुरक्षा, धातुकर्म उपचार और प्रक्रिया के प्रदर्शन में सुधार में भूमिका निभाते हैं।

चित्रा 3 तियानकियाओ वेल्डिंग इलेक्ट्रोड की कोटिंग
कोटिंग की संरचना में शामिल हैं: खनिज (जैसे संगमरमर, फ्लोरस्पार, आदि), लौह मिश्र धातु और धातु पाउडर (जैसे फेरोमैंगनीज, फेरो-टाइटेनियम, आदि), कार्बनिक पदार्थ (जैसे लकड़ी का आटा, सेलूलोज़, आदि), रासायनिक उत्पाद (जैसे टाइटेनियम डाइऑक्साइड, पानी का गिलास, आदि)। वेल्ड की गुणवत्ता निर्धारित करने में इलेक्ट्रोड कोटिंग एक महत्वपूर्ण कारक है।
वेल्डिंग प्रक्रिया में कोटिंग के मुख्य कार्य
1. चाप दहन की स्थिरता में सुधार:
बिना लेपित इलेक्ट्रोड चाप को प्रज्वलित करना आसान नहीं है। प्रज्वलित होने पर भी यह स्थिर रूप से नहीं जल सकता है।
2. वेल्ड पूल को सुरक्षित रखें:
वेल्डिंग प्रक्रिया के दौरान, हवा में ऑक्सीजन, नाइट्रोजन और जल वाष्प वेल्ड सीम में प्रवेश करते हैं, जिसका वेल्ड सीम पर प्रतिकूल प्रभाव पड़ेगा। न केवल छिद्रों का निर्माण, बल्कि वेल्ड के यांत्रिक गुणों को भी कम करता है, और यहां तक कि दरारें भी पैदा करता है। इलेक्ट्रोड कोटिंग पिघलने के बाद, चाप और पिघला हुआ पूल को कवर करने वाली बड़ी मात्रा में गैस उत्पन्न होती है, जिससे पिघला हुआ धातु और हवा के बीच बातचीत कम हो जाएगी। जब वेल्ड को ठंडा किया जाता है, तो पिघली हुई कोटिंग स्लैग की एक परत बनाती है, जो वेल्ड की सतह को कवर करती है, वेल्ड धातु की रक्षा करती है और इसे धीरे-धीरे ठंडा करती है, जिससे सरंध्रता की संभावना कम हो जाती है।
तीन, यह सुनिश्चित करने के लिए कि वेल्ड deoxidized और desulfurized और फास्फोरस अशुद्धता है
यद्यपि वेल्डिंग प्रक्रिया के दौरान सुरक्षा की जाती है, फिर भी यह अपरिहार्य है कि धातु और मिश्र धातु तत्वों को ऑक्सीकरण करने, मिश्र धातु तत्वों को जलाने और वेल्ड की गुणवत्ता को कम करने के लिए ऑक्सीजन की एक छोटी मात्रा पिघले हुए पूल में प्रवेश करेगी। इसलिए, पिघले हुए पूल में प्रवेश करने वाले ऑक्साइड को कम करने के लिए इलेक्ट्रोड कोटिंग में एक कम करने वाले एजेंट (जैसे मैंगनीज, सिलिकॉन, टाइटेनियम, एल्यूमीनियम, आदि) को जोड़ना आवश्यक है।
4. वेल्ड के लिए पूरक मिश्र धातु तत्व:
चाप के उच्च तापमान प्रभाव के कारण, वेल्ड धातु के मिश्र धातु तत्व वाष्पित हो जाएंगे और जल जाएंगे, जिससे वेल्ड के यांत्रिक गुणों में कमी आएगी। इसलिए, मिश्र धातु तत्वों के जले हुए नुकसान की भरपाई करने और वेल्ड के यांत्रिक गुणों को सुनिश्चित करने या सुधारने के लिए कोटिंग के माध्यम से वेल्ड में उपयुक्त मिश्र धातु तत्वों को जोड़ना आवश्यक है। कुछ मिश्र धातु स्टील्स की वेल्डिंग के लिए, कोटिंग के माध्यम से मिश्र धातु को वेल्ड में घुसपैठ करना भी आवश्यक है, ताकि वेल्ड धातु आधार धातु की धातु संरचना के करीब हो सके, और यांत्रिक गुणों के साथ या उससे भी अधिक हो सके आधार धातु।
5. वेल्डिंग उत्पादकता में सुधार और स्पैटर को कम करें:
इलेक्ट्रोड कोटिंग में छोटी बूंद को बढ़ाने और स्पैटर को कम करने का प्रभाव होता है। इलेक्ट्रोड कोटिंग का गलनांक कोर के वेल्डिंग बिंदु से थोड़ा कम होता है। हालाँकि, क्योंकि वेल्डिंग कोर चाप के केंद्र में है और तापमान अपेक्षाकृत अधिक है, वेल्डिंग कोर पहले पिघलता है, और कोटिंग थोड़ी देर बाद पिघलती है। उसी समय, चूंकि स्पैटर के कारण होने वाली धातु की हानि कम हो जाती है, जमाव गुणांक बढ़ जाता है, और वेल्डिंग उत्पादकता में भी सुधार होता है।
वेल्डिंग इलेक्ट्रोड की संरचना संबंधित वीडियो:
जहां तक आक्रामक मूल्य सीमा का सवाल है, हम मानते हैं कि आप दूर-दूर तक ऐसी किसी भी चीज की तलाश कर रहे होंगे जो हमें हरा सके। हम आसानी से पूर्ण निश्चितता के साथ कह सकते हैं कि इस तरह की उच्च गुणवत्ता के लिए इस तरह के मूल्य सीमा पर हम सबसे कम हैं6013 वेल्डिंग रॉड , मंगलम वेल्डिंग मशीन , हार्ड फेसिंग वेल्डिंग इलेक्ट्रोड, हमारा मिशन "विश्वसनीय गुणवत्ता और उचित मूल्य के साथ उत्पाद प्रदान करना" है। हम भविष्य के व्यावसायिक संबंधों और पारस्परिक सफलता प्राप्त करने के लिए हमसे संपर्क करने के लिए दुनिया के हर कोने से ग्राहकों का स्वागत करते हैं!